
トルク/アングルレンチ
品質保証の最終工程は、実際の製品でジョイント検査をすることです。各ユーザーの試験標準は色々ありますが、増し締め法、戻し法、マーク法が代表的な試験方法です。 その中でも増し締め法が簡単で手軽に行える理由から主流になっています。

|

|
||
|---|---|---|---|
| 戻し法 | 増し締め法 | マーク法 | 工具管理 |
|
締め付けられたボルトを緩め、その緩み始めるトルクを計測
実際に締め付けられたトルクより必ず低いトルクが計測される 計測したボルトを締め直さなければならず、二度手間が掛かる |
締め付けられたボルトを少し増し締めして、ボルトが動き始めるトルクを計測
ブレークアウェイが出現するジョイントでは比較的正確な締め付けトルクの計測ができる ブレークアウェイが出現しないジョイントでは締め付けトルクの判定が困難であり、増し締め計測の最大トルクを計測してしまう危険性が高い 試験員の技量による計測バラつきが大きいが、比較的簡便に行える ジョイントが計測後締めすぎ(オーバートルク)になりやすい |
締め付けられたボルトにマークを付け、一旦緩め再度マークまで締め付けたトルク
比較的に正確な締め付けトルクトルクの計測ができる マークを付けたり、計測にマークを合わせるという手間が掛かり大量生産の製造ラインには向かない マークを確認する必要があり、狭い場所や埋め込みタイプのようなブラインドになるジョイントが計測しにくい |
使用している全てのトルクツールを定期的に試験して締め付け性能を管理
個々のジョイントの締め付けトルクは計測できないが、個々のトルクツールの設定トルクと許容範囲(トレランス)を管理・監視することにより製品全体の締め付けトルクを管理できる トルクツールがグローバルスタンダードにより定期的に検定され、試験証明書が発行され保管されていれば、品質管理制度が確立されていると世界的に認められる トレーサビリティーが確立されている試験・検定装置を使用しなければならない |
| 実際の締め付けトルクと計測トルクとの比率 | |||
0.6〜0.9
 でご覧いただけます。 ここから.... でご覧いただけます。 ここから....
|
0.8〜1.3
でご覧いただけます。 ここから....
|
0.9〜1.1
でご覧いただけます。 ここから....
|
0.9〜1.1
|
締め付けトルクの検査についてグローバルスタンダードと言えるものはありませんでしたから、製造メーカー各社が独自の標準、あるいは経験から得られた検査パラメーターで実行されていました。 共通した基準が無いということはその結果について比較検討ができないことを意味し、その問題を解決するためにVDI(ドイツ技術者協会)が、数年前からヨーロッパのメインメーカーに対し増し締めトルクの測定方法のケーススタディーを行いました。
その結果が VDI 2645-3 Further torque Case tudy として概略まとめられ、2013年の年末に発行される予定です。 既にこの規格はヨーロッパやアメリカで実際に採用され、工程管理の決め手となっています。
Dr.トルク トルク/アングルレンチ
このトルク/アングルレンチは、通常のピークホールド機能だけでなく、VDI 2645-3スタンダードが規定する増し締めトルク計測の最小トルク値を判定する機能がプログラムされた多機能器です。
VDI 2645-3が規定する増し締めトルクは、増し締め開始から締付け回転10°以内の最小トルクであると規定しています。 この規定の計測は従来のトルクレンチでは測定ができません。
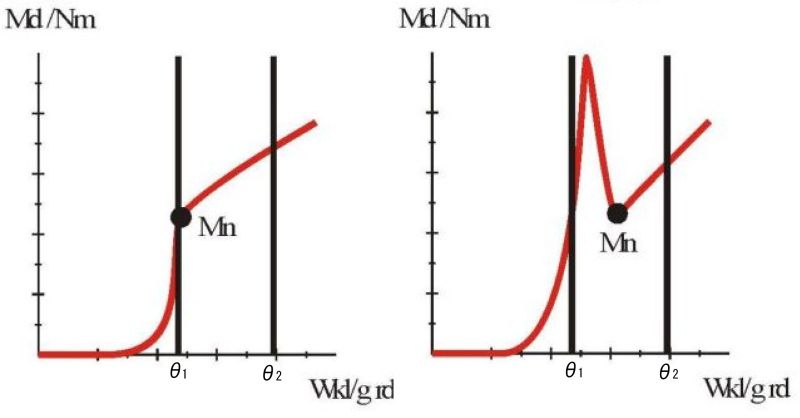 左の増し締めカーブで、θ1は、増し締めトルク測定開始角度でありθ2は計測終了角度になります。 θ2は最大10°以内にするよう規定されています。
左の増し締めカーブで、θ1は、増し締めトルク測定開始角度でありθ2は計測終了角度になります。 θ2は最大10°以内にするよう規定されています。
右のブレークアウェイトルクが発生するジョイントでは、θ1はMnのキャリオントルクより高いトルクの領域に設定し、θ2はジョイントがオーバートルクにならない角度に設定します。
左のブレークアウェイトルクが発生しないジョイントは、グラフ分析でトルクレートが急激に変化する点があり、それがブレークアウェイトルクと言えます。 このようなジョイントでθ1が0.5〜1°ずれたとしても計測トルクの誤差は許容範囲内とされます。
実際にVDI 2645-3では、締付けトルク判定範囲の角度決定には5回程度の計測のグラフ解析で角度が決定できるとしています。
Dr.トルクの増し締め計測
θ1とθ2の決定
VDI 2645-3の規定の増し締めトルク判定角度、上下限トルクなどの試験パラメーターをグラフから決定します。
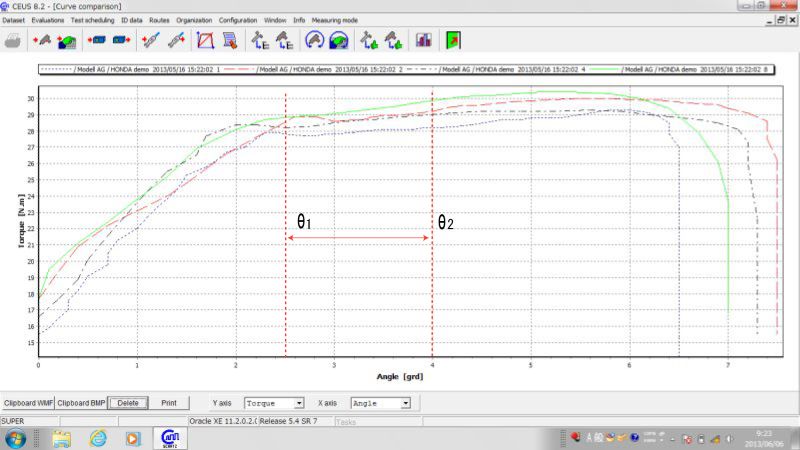 Dr.トルクの操作統計分析ソフトCEUE8.2の導入前の増し締め試験計測のグラフです。 このグラフは導入前に実際の組み立てラインの完成製品で計測され、このグラフ解析から
Dr.トルクの操作統計分析ソフトCEUE8.2の導入前の増し締め試験計測のグラフです。 このグラフは導入前に実際の組み立てラインの完成製品で計測され、このグラフ解析から
θ1は2.5°θ2 は4°と決定されました。
「OK」「NOK」判定の目標トルクは30Nm、実際の計測の平均値は29.43Nm、σは0.83からトルク上下限値は
29.43 + 1.67*3*0.83 = 31.92Nm → 32Nm
29.43 ‐ 1.67*3*0.83 = 26.94Nm → 27Nm
と決定されました。
(VDI 2645-3ページ、増し締め試験パラメーター製作参照) VDI 2645-3 Further torque Case study 詳細へ
上限トルクは、実際の組み立てトルクに比べ許容範囲内であり、計測が「OK」であれば、オーバートルクには決してなりません。
Dr.トルクには三種類のトルク指示方法があります。 本体のコントロールパネルに数字でトルクをNm表示します。 ディスプレイの上にLEDライトが配置され20%ごとにトルクが到達すると順次点灯して行き、四個目が点灯(目標トルクの80%に達する)すると同時に、ハンドルに小刻みな振動と、アラーム音が発せられます。
この時点で注意深く更にトルクを加えると、目標トルク95%近くで五個目のLEDが青く点灯します。 確実に目標トルクに達すると青色の点灯が緑色の点灯に変わった時が計測終了です。
赤色のLEDはトルクと回転角度両方で判定します。 トルク角度どちらか一方、あるいは両方限界を外れた時に点灯し、作業者に知らせます。
ディスプレイの数値とLEDの点灯という「視覚」、ハンドルのグリップに発生する小刻みな振動という「触覚」、グリップから発生する振動音と小刻みに震える信号音と目標トルク到達時に変化する緊急信号音という「聴覚」、これら三つの感覚によりヒューマンエラーのリスクを最小限にしています。 ディスプレイのあるコントロールパネル本体は左右60°スィベル回転しますから、常に作業者はコントロールパネルを正面から確認できます。
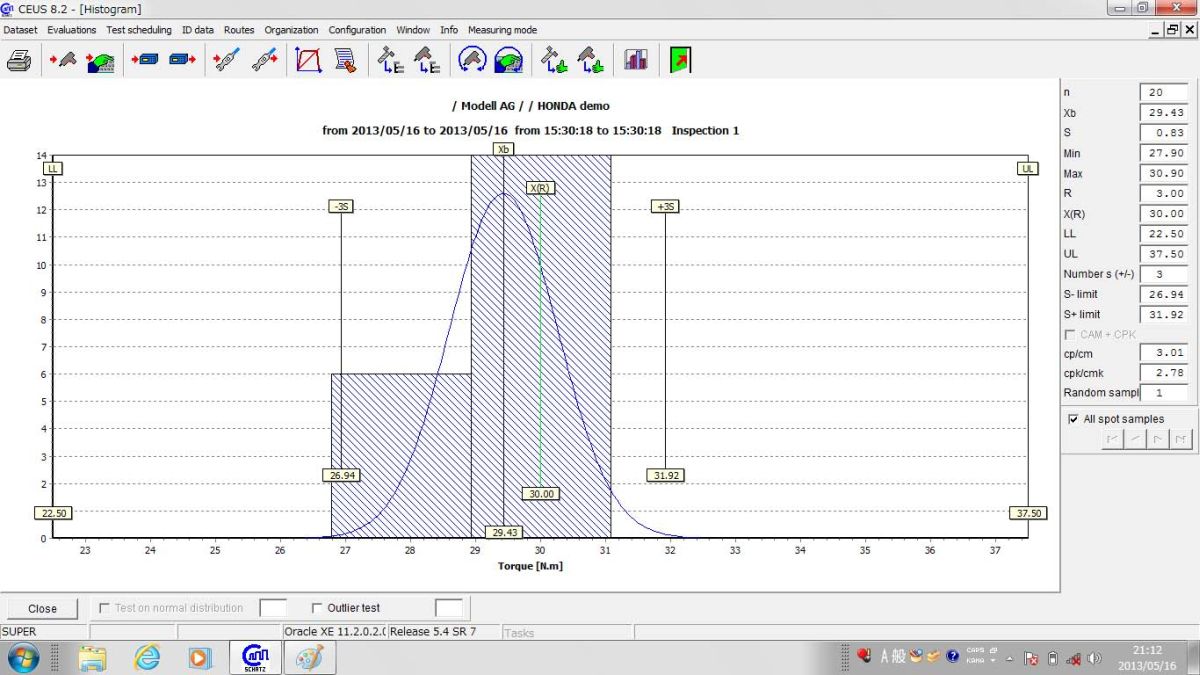 Dr.トルク導入3日後のヒストグラムから、増し締め計測が正確にバラつきもなく計測されていることが判定できます。 作業員のDr.トルクへの習熟度がわずか2〜3日で上がっていることも判定できます。
Dr.トルク導入3日後のヒストグラムから、増し締め計測が正確にバラつきもなく計測されていることが判定できます。 作業員のDr.トルクへの習熟度がわずか2〜3日で上がっていることも判定できます。
Dr.トルクを使うことにより、従来のような作業者による異なった増し締めトルク計測結果を排除できます。
Dr.トルクは増し締め計測だけでなく、この一台で戻し法、マーク法も計測できます。
マーク法はボルトなどにマークをする必要がなくDr.トルクの小型ジャイロセンサーの角度計測の精密性により本体が緩み角度を記憶し、その角度を締め直し元の位置に戻ると警告を出して正確に計測できます。
VDI 2645-3 詳細へ
Watch the video
● カタログご請求はこちらから
ホームへ