

VDI 2645-3 Further torque case study
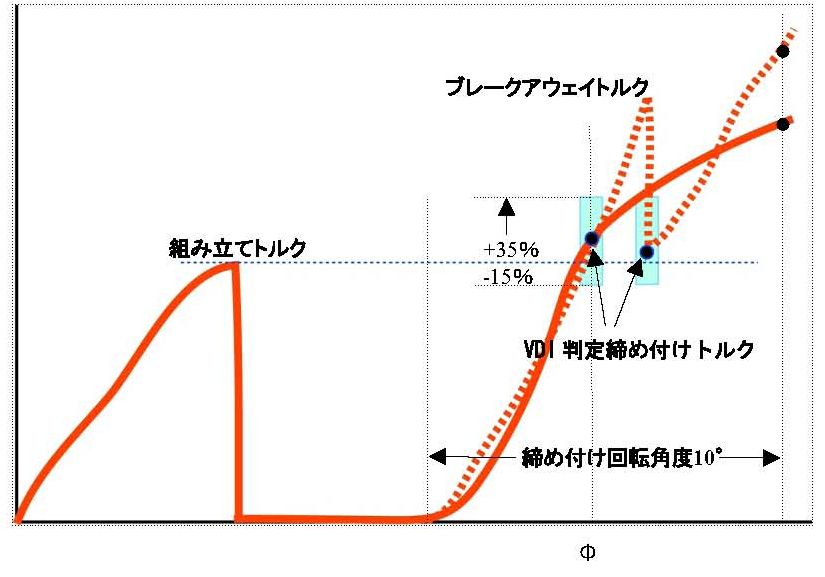 増し締め開始から締め付け最大回転角度10°以内のブレークアウェイトルク出現後の計測最小トルク値を増し締めトルクであるとしています。
増し締め開始から締め付け最大回転角度10°以内のブレークアウェイトルク出現後の計測最小トルク値を増し締めトルクであるとしています。
ケースタディーで、実際の締め付けトルクとこの試験手法の計測最小トルクとの間には、フィールドテストで-15〜+35%の範囲に入った結果が報告されています。
この結果は試験員のスキルの優劣の要素を含んだ物であり、適切な試験装置と計測角度範囲を絞ると更に正確な計測が可能であるとしています。
VDI 2645-3の概念
 増し締めの検査パラメーターは、図面の締付けパラメーターに関連付けをされてはならない。
増し締めの検査パラメーターは、図面の締付けパラメーターに関連付けをされてはならない。
● 組立がハードジョイントであるかソフトジョイントであるかを考慮する必要がない。
● ボルト座面の摩擦係数の変化、ボルトコーティングのダメージ、組み付け部品の締め付け圧力による変形、温度変化、手動と機械締付けの差、締め付け回転速度の差など、
ラインでの締め付け条件と増し締め計測の条件との間に大きな差があるため・・・
組立てトルクと増し締め計測トルクは異なる。
組み立て後30分以内に計測された増し締めトルクは
MNA1とする。
動的、あるいは熱的ストレスが取り除かれた後に計測された増し締めトルクは
MNA2とする。
* ブレークアウェイトルク: ボルトヘッドが回転し始める瞬間のトルク。
動的トルクが静的摩擦力に打ち勝つ点。
* キャリオントルク: ボルト全体が動き始める瞬間のトルク。
ボルト全体が動的摩擦力に転移する点。
* 増し締め最大トルク: 検査員の技量により大きく変動する値。
増し締めトルク試験のパラメーター製作
増し締めトルク計測の「OK」、「NOK」の判定基準と、より正確な計測を確保するために、VDIは100回のn増し計測を要求しています。
工程保証をより確実にするために定期的な試験と、統計学的分析とグラフ解析する回数をより多く実施することも要求しています。
増し締め計測値の平均
Cpk1.67を確保するための較差限界値計算法
上限値
TMul =
下限値
TMll =
増し締めトルク計測と工程保証との関係
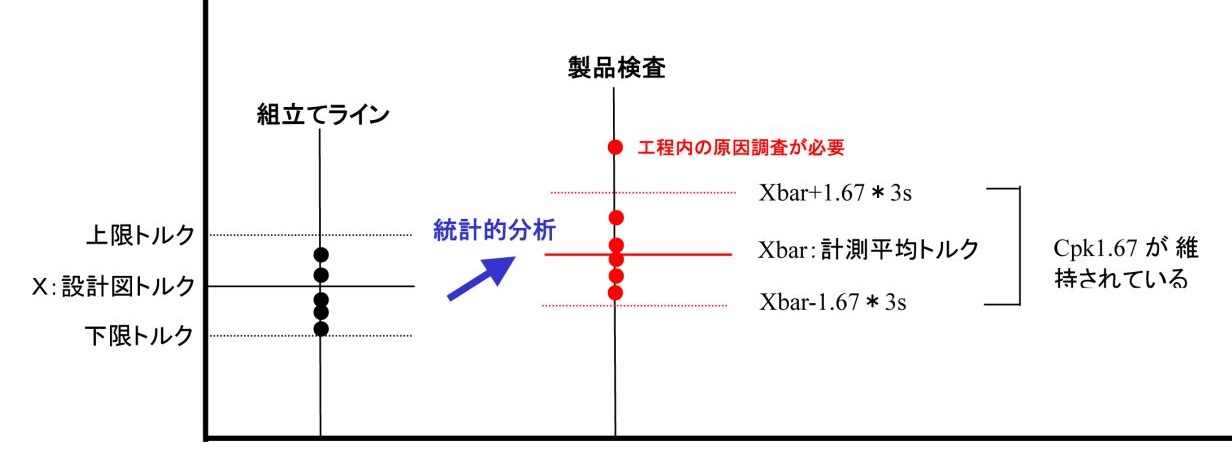 組立てライン上で設計トルクの較差内で締め付けられている製品のランダムサンプリングテストで
、その増し締め計測トルクが、予め行なわれた増し締め計測から統計学的解析から得られたパラメーターの較差、TMulとTMll内に入っていれば、そのジョイントは正しく設計トルクの較差内で締め付けられていると保証できます。
組立てライン上で設計トルクの較差内で締め付けられている製品のランダムサンプリングテストで
、その増し締め計測トルクが、予め行なわれた増し締め計測から統計学的解析から得られたパラメーターの較差、TMulとTMll内に入っていれば、そのジョイントは正しく設計トルクの較差内で締め付けられていると保証できます。
この場合のCpk(工程能力指数)は1.67が確保されています。 Cpk1.33では、自動車部品のような大量生産品では少し不良品発生率が高くなる傾向があり、世界的に1.67が推奨されています。
増し締め計測トルクは、実際の完成品でランダムサンプリングされ、そのジョイント(締め付け)が正しく設計トルクで締め付けられているかどうかの確認であり、つまり工程管理と保証の意味合いの強い品質検査です。
増し締め計測トルクが、組立てトルクと同じではならないとする従来の考え方では、組立てによるボルト座面の荒れによる摩擦係数の変化などによる締め付けトルク変化に対応できません。
上図で、製品検査の増し締め計測試験で較差から外れたトルクが計測された場合は、組立て工程内で異常が発生していることが推測されますから、ボルト・潤滑・タッピング・材料の加工ミス・工具の設定など、考えられる全ての部位のチェックが必要になります。 この工程管理手法が不良品の発生数を最小限に抑えることができる最大のポイントになります。