
● VDI 2230 : Systematic Calculation of Higy Duty Bolted Joints.
 締め付け品質の管理には、ボルトに発生する軸力を計測するのではなく、間接的ではあるがトルクで管理するのが一般的な方法です。
締め付け品質の管理には、ボルトに発生する軸力を計測するのではなく、間接的ではあるがトルクで管理するのが一般的な方法です。
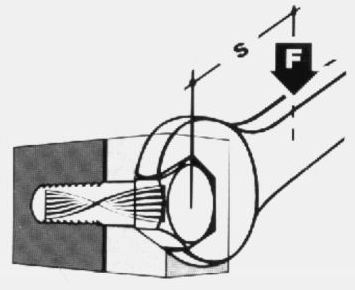
● 弾性領域内のボルトの伸びが直線的に変化する部分で、トルクコントロールする締め付け方法。
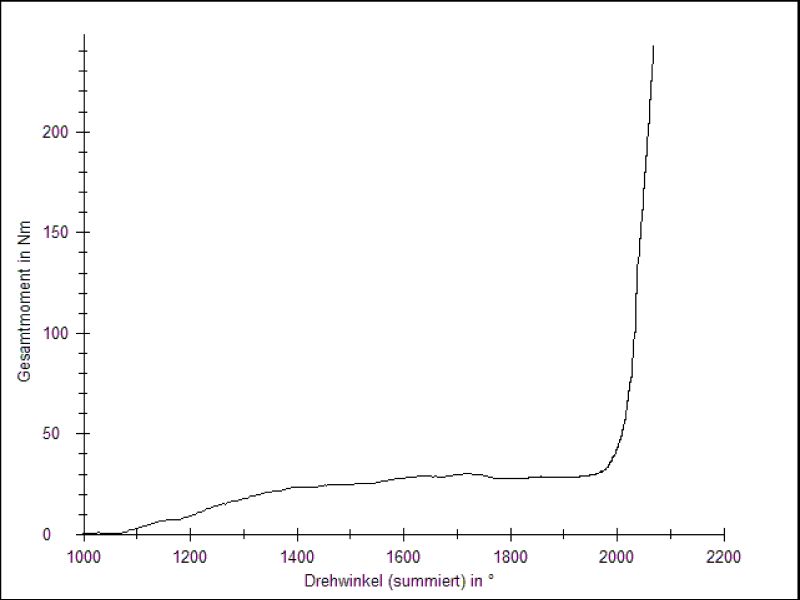
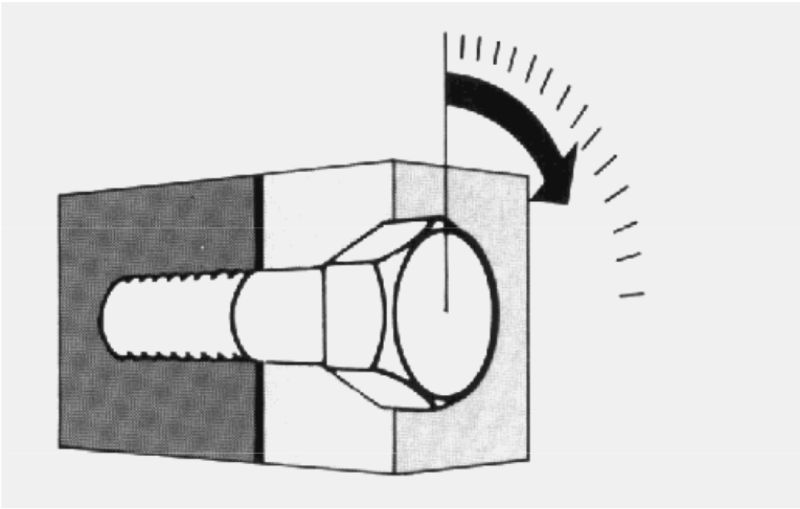 ● ボルトの降伏点以上で締め付けるトルク/角度コントロール締め付け方法。
● ボルトの降伏点以上で締め付けるトルク/角度コントロール締め付け方法。
これらの締め付けの問題点は、同じ締め付けトルクでも発生する軸力が大きく異なることがある点です。
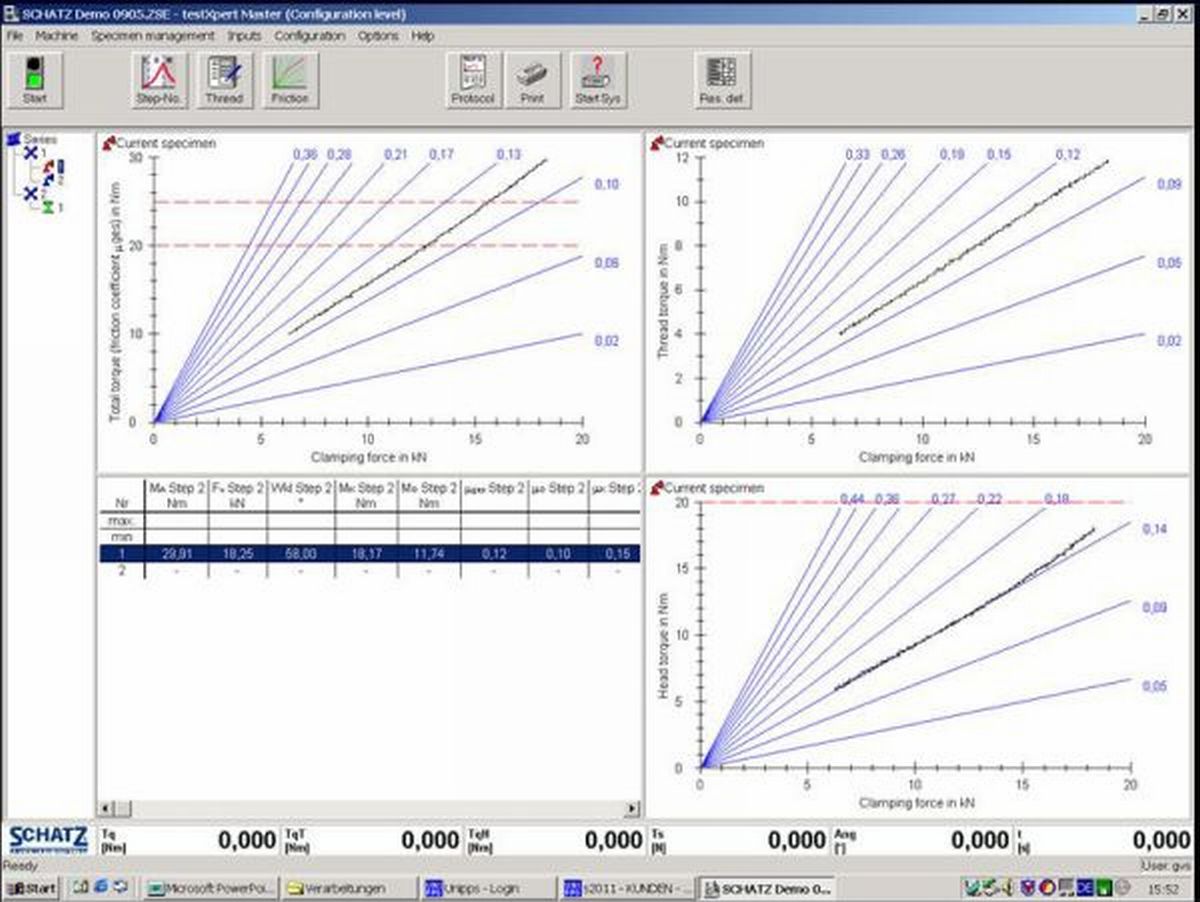
異なった摩擦係数の影響
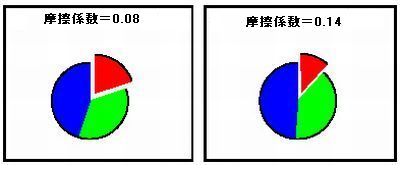

| 摩擦係数 μtot | 0.08 | 0.14 |
|---|---|---|
| 軸 力 | 20% | 12% |
| ネジ部摩擦力 | 35% | 39% |
| 座面摩擦力 | 45% | 49% |
 この規格では、試験回数や試験方法と判定方法が得られます。 過剰なプリベーリングトルクの不良品ロットの判定や、正常な組み立てを阻む部材などを製品に使用する前に検査できます。
この規格では、試験回数や試験方法と判定方法が得られます。 過剰なプリベーリングトルクの不良品ロットの判定や、正常な組み立てを阻む部材などを製品に使用する前に検査できます。
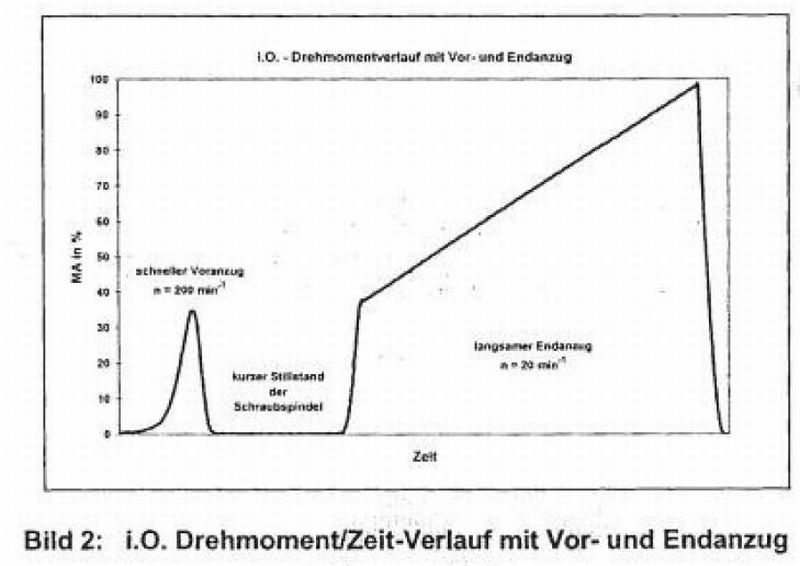 ISO 16047の摩擦力の判定は、実際の製造時に対応できない場合が出てきました。 例えば、組み立て時間の短縮のために2ステップファスニングが採用されることが多くなりました。 高温下の摩擦力喪失の自然緩みについても対応が難しくなってきています。
ISO 16047の摩擦力の判定は、実際の製造時に対応できない場合が出てきました。 例えば、組み立て時間の短縮のために2ステップファスニングが採用されることが多くなりました。 高温下の摩擦力喪失の自然緩みについても対応が難しくなってきています。
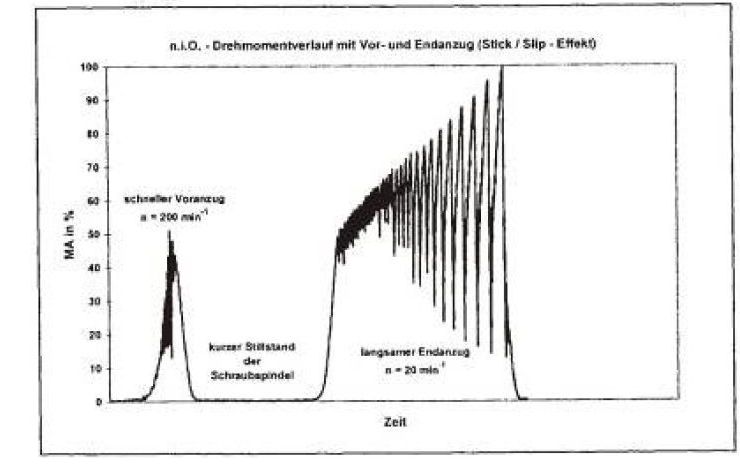 2ステップファスニングで起こるボルト座面の粗度の変化による「スティックスリップ」現象についての解析も、組み立て品質に大きく影響します。 この解析は最も重要であり、グラフ分析からコーティングや潤滑状況などを詳細に繰り返し分析が必要になります。
2ステップファスニングで起こるボルト座面の粗度の変化による「スティックスリップ」現象についての解析も、組み立て品質に大きく影響します。 この解析は最も重要であり、グラフ分析からコーティングや潤滑状況などを詳細に繰り返し分析が必要になります。
